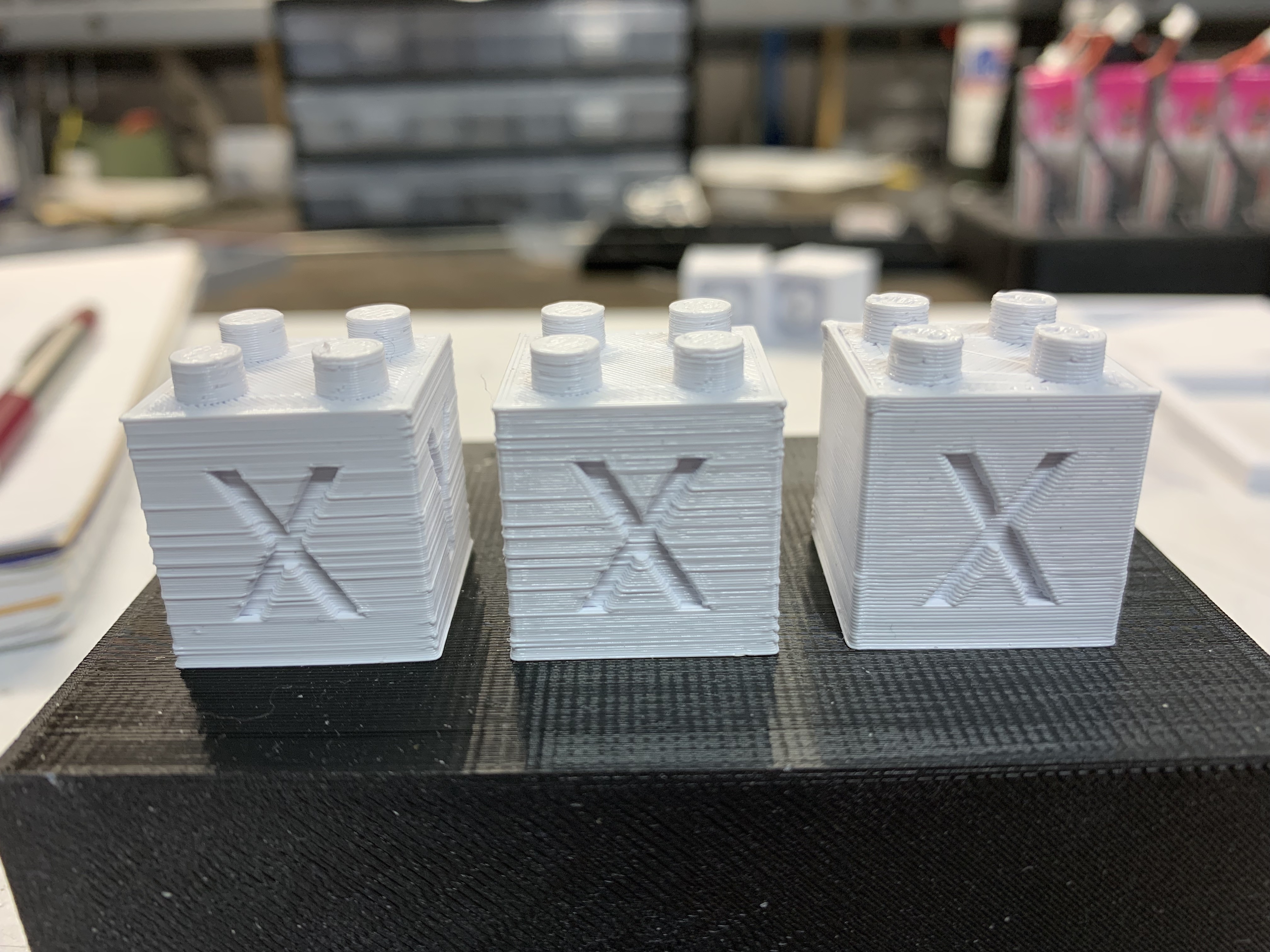
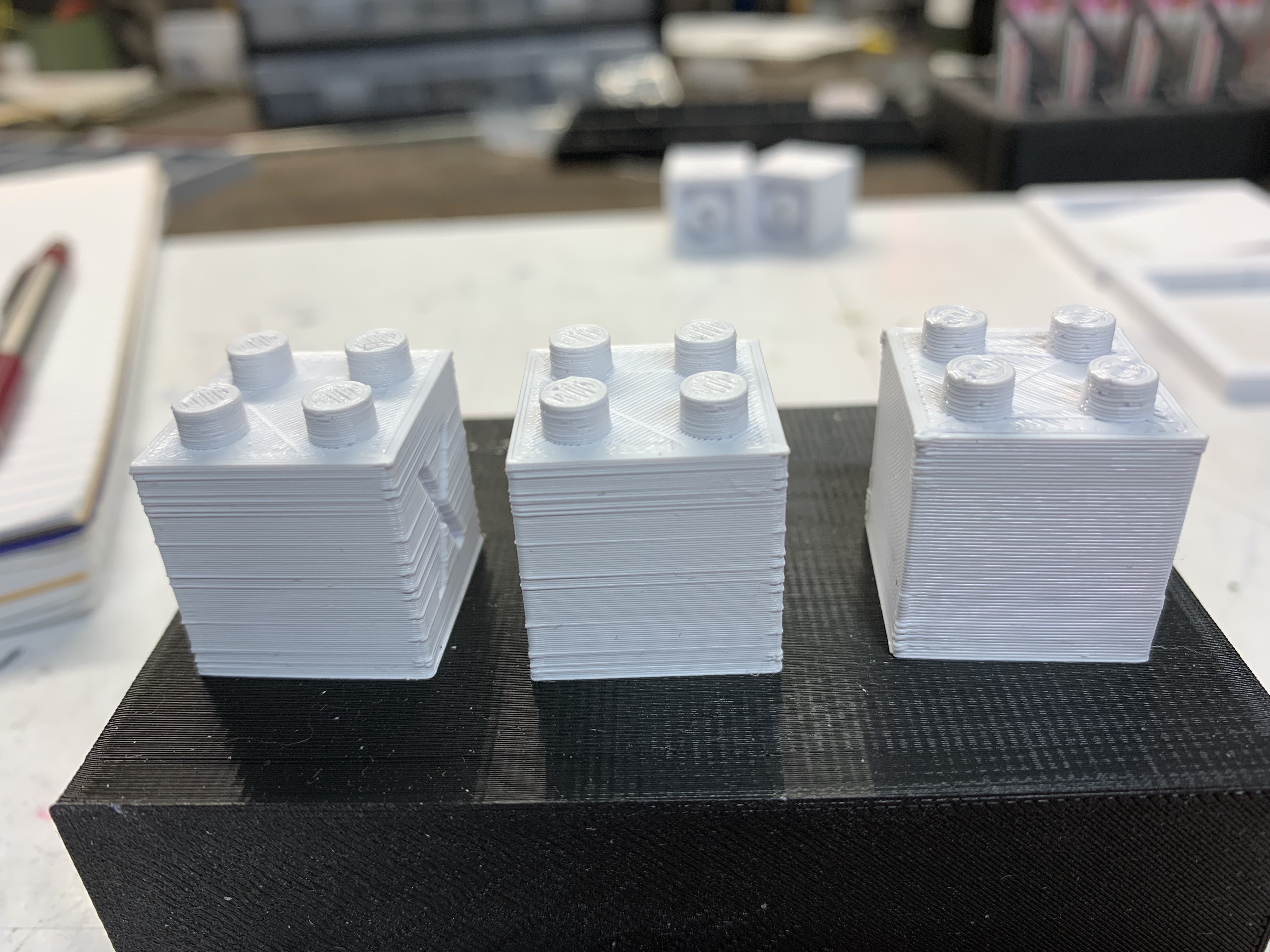
Been printing 20x20 cubes tweaking the z-offset and the slicer. I was getting them half way decent at 0.3mm so I sliced it at 0.2mm and it went to s**t almost looks like it was the other way around. The center one was with my Standard profile which is 0.2mm so the left one I printed with the Fast profile which is normally 0.3mm and all I did was change the layer height to 0.2mm. I do think some of the issues is the printer is not level, not the bed the printer, it rocks on it’s feet. This was caused by me replacing the shield over the power supply that was blocking the air exhaust for the power supply. I replaced it with one that just cover the connections. A bundle of wire pass through that area. I’m printing some TPU feet for it now to raise it 10mm which should be more than enough. I decreased the z-offset another -0.025 or actually +0.025 in Klipper’s math. I need to do a PID tune too, I’m using the setting that can in the Ender 3 v2 coffin.
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“custom”,“height”:“263”,“title”:“IMG_3190.jpg”,“width”:“350”,“data-attachmentid”:14113}[/ATTACH]
The cube on the right was printed at 0.3mm the other 2 were printed at 0.2mm
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“custom”,“height”:“225”,“title”:“IMG_3191.jpg”,“width”:“300”,“data-attachmentid”:14114}[/ATTACH]
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“custom”,“height”:“263”,“title”:“IMG_3192.jpg”,“width”:“350”,“data-attachmentid”:14115}[/ATTACH]
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“custom”,“height”:“263”,“title”:“IMG_3193.jpg”,“width”:“350”,“data-attachmentid”:14116}[/ATTACH]
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“custom”,“height”:“263”,“title”:“IMG_3194.jpg”,“width”:“350”,“data-attachmentid”:14117}[/ATTACH]
Got more tweaking to do but I’m way closer than I was when I started today.
Yeah I need one of those print in the center squares, I downloaded it after I watched the video.