I know here are many people avoiding supports like hell, but sometimes you have no choice to get the result you need.
The orientation of the layer lines is the weak point of FDM printing. A flat surface is optimal for FDM printing. But sometimes these
two affect each other from opposite sites. Printing optimal results in a weak part, but reducing the weakness by re-orientating the part
also reduces the print quality and increases the need to plastic waste.
Here is a good example:
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“medium”,“data-attachmentid”:11050}[/ATTACH]
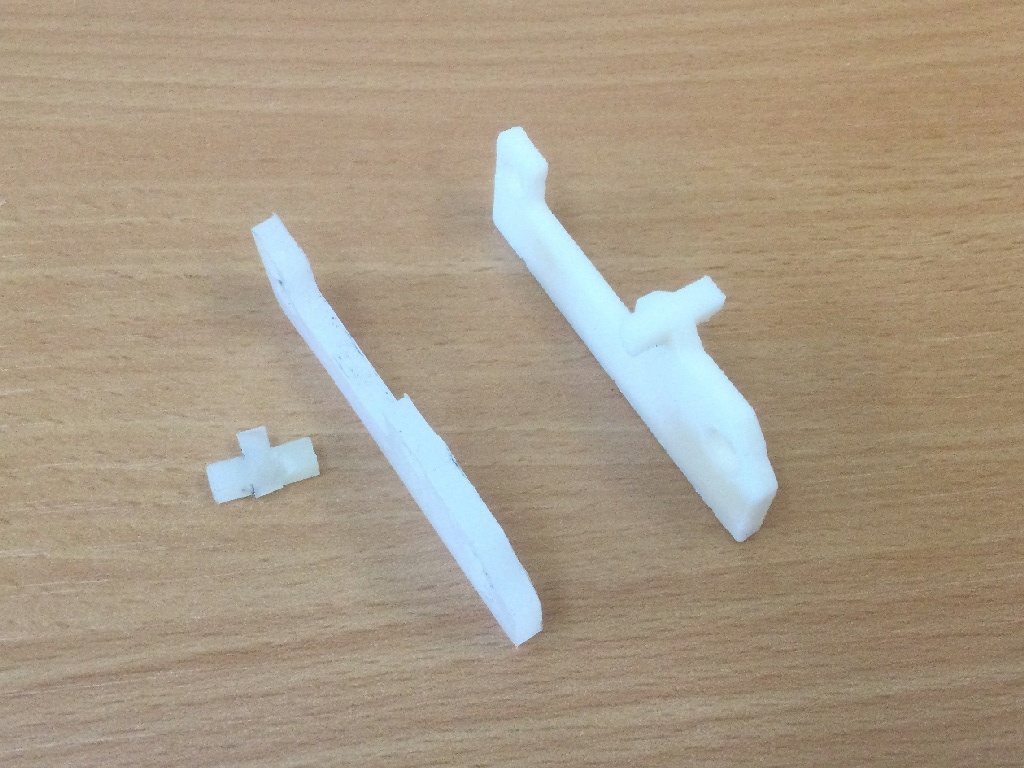
This is the broken part or a safe door locking mechanism. Why the vendor used a plastic piece for this, is …
I will try to get pictures and the safe model for a thingiverse post, so I will updating the post to share more information on the result.
As you can see the broken section seems to be the weak part.
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“medium”,“data-attachmentid”:11047}[/ATTACH] [ATTACH=JSON]{“data-align”:“none”,“data-size”:“medium”,“data-attachmentid”:11048}[/ATTACH]
As shown the print was not done flat on the table. It got printed in ABS with tree support to reduce the impact of real support on the print quality.
I angled it X and Y by a few degree. I did this because of the “wings”. Any other orientation would be less robust due to the layer lines.
Standing upright may have worked, too. But I have no clue about the mechanical stress at the mounting holes. Especially the small tail
hole could break very easy. Due to the angle the lines are slightly longer
[ATTACH=JSON]{“data-align”:“none”,“data-size”:“medium”,“data-attachmentid”:11049}[/ATTACH]
Here the result. ![]()
It still needs to fit, which I cannot test, as I don’t have access to the safe, but the square pegs are robust like hell and you cannot break them by hand. Well, at least without hurting yourself.
But this shows that sometimes even additional support is required to get a successful and more important functional and robust print.